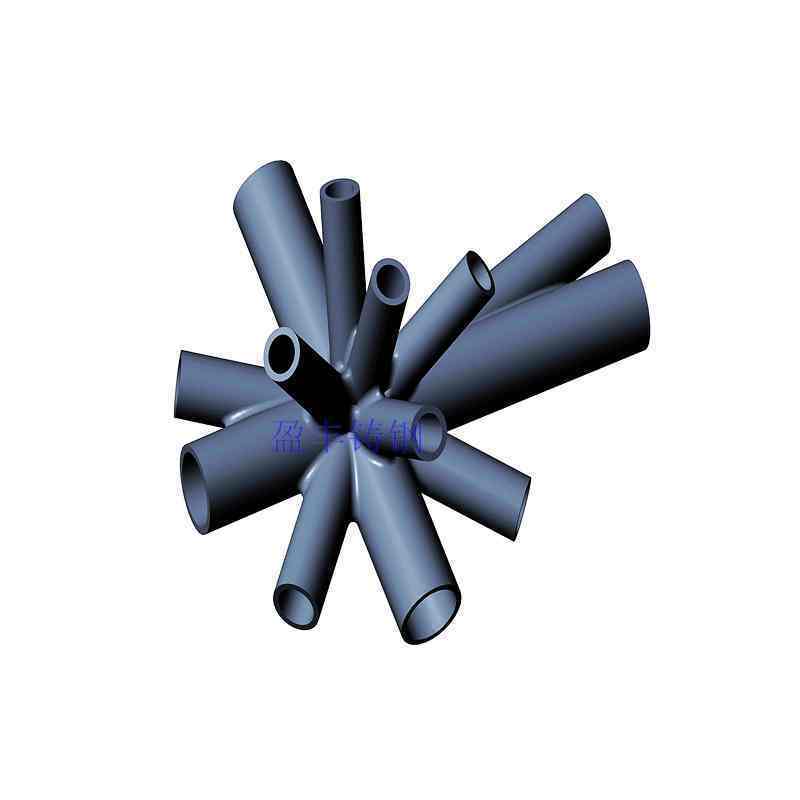
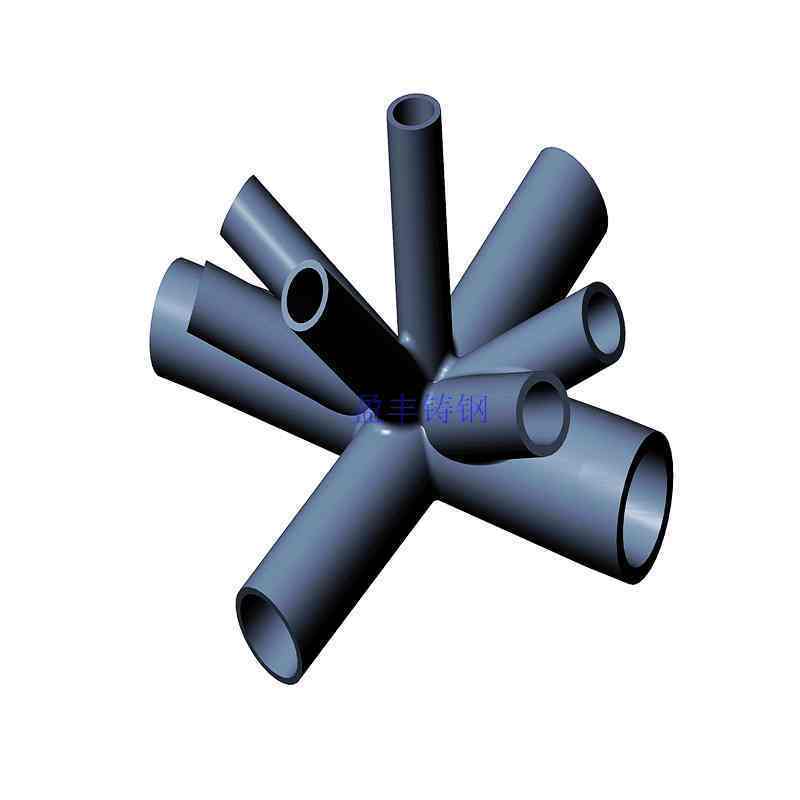
G20Mn5铸件
铸钢节点设计是建筑师、结构工程师和铸造工程师密切合作的过程。铸钢节点设计流程一般是1.综合考虑建筑美观、铸造工艺、受力性能、连接构造、施工安装要求。2.工艺设计与分析铸造工艺过程数值模拟,确定浇铸工艺和尺寸要求,制定工艺流程,3.力学性能分析与节点校核根据设计准则和计算方法进行节点分析、设计加工图纸。检验铸钢节点的设计结果,设计方在必要时可提出对铸钢节点的试验验证建筑用要求。铸钢材料的选用
铸钢选材时应综合考虑结构的重要性、荷载特性(承受静力荷载或间接动力荷载、承受直接 动力荷载或7 ~9度设防的地震作用)、节点类型 (单管或多管节点)、应力状态(单、双向受力或三 向受力)、铸造工艺(工艺设计与装备)、工作环境 温度等因素,选择技术可靠、经济合理的铸钢材 料。目前国内工程中釆用的非焊接铸钢材料有现 行国家标准《一般工程用铸造碳钢件》(GB/T 11352—2009)的 ZG230 - 450, ZG270 - 500, ZG310 -570,ZG340 -640等铸造碳素钢;采用的 焊接铸钢材料有现行国家标准《焊接结构用碳素 钢铸件》(GB/T 7659—1987)规定的ZG230 - 450H,ZG275 -485H铸钢,日本《焊接结构用铸钢 件》(JISG 5102 )规定的 SCW410, SCW450, SCW480,SCW550等牌号铸钢,以及德国《一般工 程用铸钢》(DIN EN 10293 : 2005 )规定的 G17Mn5QT, G20Mn5N, G20Mn5QT 等牌号铸钢。 德国牌号铸钢的硫、磷含量均控制在0. 02%以 内,远比中国、日本各牌号铸钢中0.04%的硫、磷 含量控制严格,确保了材料的塑性和韧性性能,尤 其是与钢构件之间的可焊性能,因而广泛应用于 国内外工程中。铸件壁厚
铸件壁较厚时,其表面与芯部冷却速度差别较 大,导致芯部结晶组织与力学性能明显差别于表面 部分。因而,较厚铸件的组织性能比较薄铸件要 差,其强度、伸长率、冲击功等力学指标亦会随壁厚的增加而降低。试验结果表明,30 mm基尔试块与 </>500~</>600 mm试棒芯部相比,后者抗拉强度下 降约10%,屈服强度下降约25% ,伸长率、面缩率 和冲击功下降约40%。因此,设计时不宜选用过 大的壁厚,否则应考虑相应力学指标的降低。目 前,中国和日本的铸钢材料标准均未列出壁厚分组 及相应的指标值,但中国标准在附录条款中说明所 规定的力学性能指标可用于壁厚小于WO mm的 铸件,并且屈服强度值还可用于t >100 mm铸件的 设计;德国1992年DIN17182规定了不同壁厚的不 同强度等力学指标,但2005年修订后的DIN EN10293则取消了壁厚分组,同时对G17Mn5QT, G20Mn5N只规定了壁厚50 mm与30 mm以下时的 力学性能指标,G20Mn5QT规定了壁厚100 mm以 下时的力学性能指标。参照德国标准和工程经验, 建议铸钢件最大壁厚取为150 mm,此时其屈服强 度及强度设计值应予折减。调质处理铸钢件的铸态组织取决于化学成分和凝固结 晶过程,一般存在较严重的枝晶偏析、组织极不均 匀以及晶粒粗大等问题,需要通过热处理消除或 减轻其有害影响,改善铸钢件的力学性能。此外, 由于铸钢件结构和壁厚的差异,同一铸件的各部 位具有不同的组织状态,并产生相当大的残余应 力。因此,铸钢件尤其是合金铸钢件,一般均应以 热处理状态供货。当铸件尺寸较大、壁厚较厚时, 宜以正火状态交货;尺寸较小并对性能要求较高 时,宜以调质状态交货。目前国内铸造厂商缺少 超大型淬火池,对特大型铸件调质后的变形也无 法控制,按国内近年来的生产经验,壁厚较厚的 G20Mn5铸件釆用正火工艺处理后亦可保证较高 的应用性能。