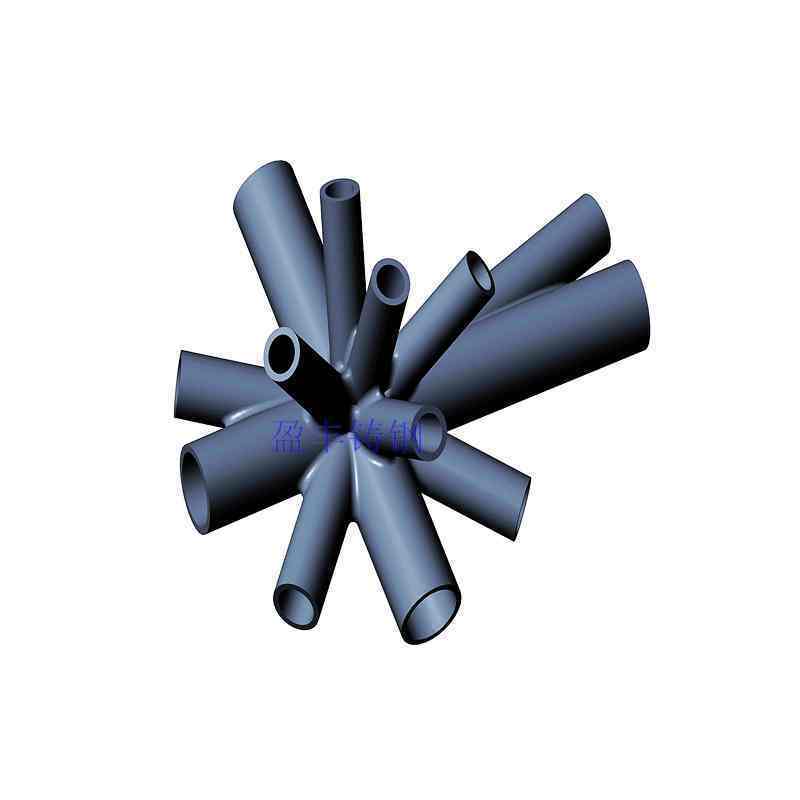
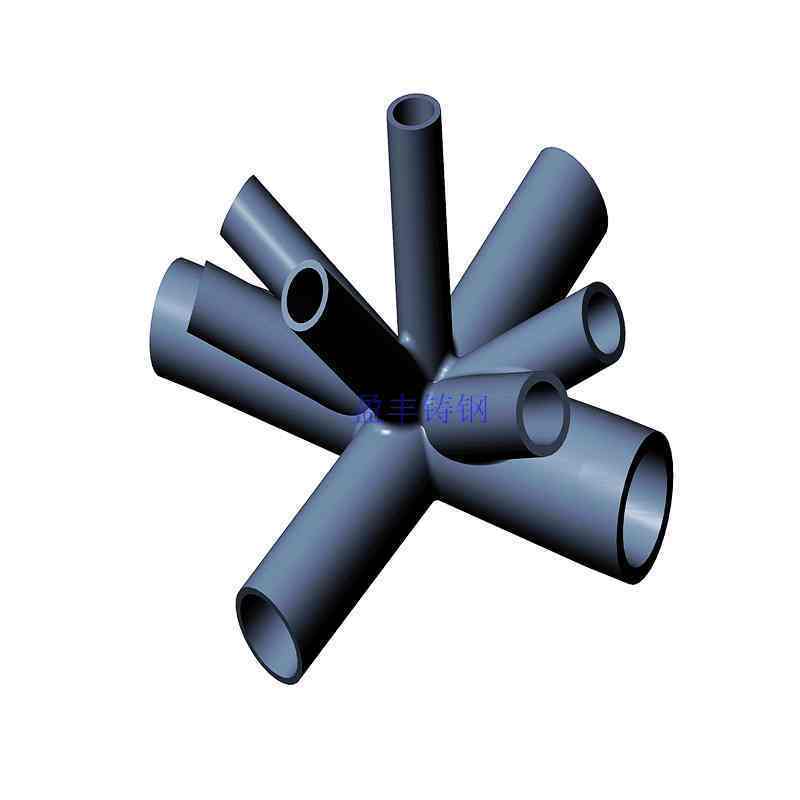
铸钢节点建模
制图与模型
拿到铸钢件的图纸后交由厂家专业设计团队去完成铸钢件的加工图纸,根据加工图纸进行数控铣床,后模型拼装(精确度高)。模型制作完成后会进行尺寸检测,检测无误后进行砂型制作。
砂型制作
砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。铸钢节点采用复合铸造在传统的消失模铸造中放入砂芯及成本极高的洛铁黑砂,在铸造杆件交界处 有效减免其内部变形塌陷和复杂的型腔内夹砂等问题
。
冶炼浇铸
采用模拟浇铸系统一个是能有效减少实物浇铸测试浇口冒口位置的浪费 再就是能更好更直观的判断在什么位置留浇口和冒口能让铸件更完整,角落处无气泡,从根本上提升铸件品质
清砂
清砂不只是清理铸件粘砂和表面异物,包括清除浇口、冒口、增肉、拉筋以及割筋、飞边、毛刺等金属多余物也就是清理铸件除主体意外的所有杂质
热处理 正火 退火 淬火 回火 调质
打磨
铸件进行热处理后表面会有一层氧化层,便于对后续检测、精修、涂装等的工作,我们的表面处理方式是抛丸,对于铸件表面不平整或抛丸没有到位的部位,我们要进行人工打磨,以达到铸件表面的光滑平整。
无损检测
铸钢节点不应有裂纹、缩孔等缺陷。对目视检查以及形状和尺寸检查合格的铸钢节点应逐个进行无损检测。
常规无损检测为磁粉检测和超声波检测
。
精修
检测完毕如发现有缺陷应进行修补
用高温设备融掉或刨开有气孔或裂缝夹砂等的地方后用特殊焊丝焊条进行修补
修补结束后再次探伤,确认没有缺陷后的成品和首次探伤无缺陷成品交由下一工序进行涂装。
涂装
铸钢节点在检验合格后应进行防腐处理并喷涂环氧富锌底漆两遍,有特殊要求的可另行商议。焊缝区域30mm内不得涂装。
每个铸钢节点表面上标有明显标记(可铸有或打上标记)铸钢节点出厂时配有质量保证书、合格证、尺寸检测合格报告、磁粉检测合格报告、超声波检测合格报告